Your meter says the contactor is fine. Whether it can still break a 1,500-volt DC arc is a different question and nothing on the outside will tell you.
In the last piece we covered the invisible failure mode of gas-filled DC contactors: the gas is not packaging, it is part of the arc-extinguishing system, and when it leaves, the part can still look and test like the original while no longer interrupting like one. This follow-up goes one level deeper. If the gas can leave, how does it leave, and why does nothing in a normal inspection tell you that it happened.
The uncomfortable answer is that the most common paths to gas loss are silent, and they happen during steps everyone treats as routine: receiving, mounting, torquing, and running the part in service.
The Part That Does the Safety Work Is the Part You Can't Inspect
Start with the distinction the whole problem hides behind. Carrying current and interrupting current are two different jobs. The conduction path is robust and easy to verify. The interruption medium, the pressurized inert gas inside the sealed volume, is fragile and effectively impossible to verify in the field.
Every standard check you would run exercises conduction. Continuity, coil resistance, pickup and dropout, functional cycling. A contactor with a depleted gas charge passes all of it. None of those tests load the part the way a real fault does, and none of them measure whether the interruption medium is still present. The device reports that it is healthy right up to the moment you ask it to do the one thing it can no longer do.
|
A contactor that carries current is not the same as a contactor that can interrupt it. |
How does the gas leave without telling you?
There is no single dramatic failure here. There are four quiet ones.
Pre-installation damage. The part can arrive already compromised. Shipping shock, a dropped box, or stress transferred from a rigid busbar connection can open hairline flaws in the seals or the ceramic. None of it is visible, and no incoming inspection catches it. The contactor that comes out of the carton can already be a different part than the one that went in.
Terminal installation stress. This is the one that surprises people. Over-torquing the power terminals on a molded body does not just risk a mechanical problem, it stresses the sealing structure itself. The torque value on the datasheet is a seal-integrity number, not just a clamping number. Treating it as a rough guideline, or reaching for a little tighter to be safe, is one of the easier ways to start a slow leak on day one.
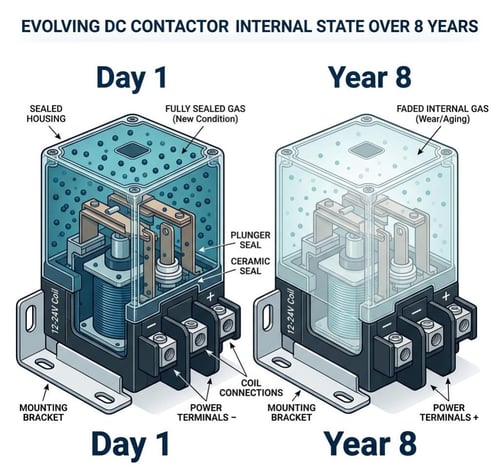
Thermal cycling. Every load cycle is a thermal cycle. The sealed volume expands and contracts with each one, and over time that motion works a marginal flaw into a real leak path. A part that was fine at commissioning can drift out of spec quietly across months of normal duty.
Arc-induced consumption. Every high-current interruption consumes a little of the fill gas through the cleanup that happens inside the chamber. The interruptions you are counting on the part to survive are themselves drawing down the medium that makes those interruptions possible.

Why none of this shows up
Put those four together and the pattern is clear. The damage is mechanical and internal, the symptom is the absence of something rather than the presence of something, and there is no instrument on the part to report it. No pressure gauge. No leak alarm. No field test. You cannot put a meter on interruption capability the way you can put one on resistance.
That is what makes this a ghost. It is not that the failure is rare. It is that it leaves no trace until the fault arrives, and by then the inspection window has already closed.
| The fine print on endurance numbers: published electrical life is typically established on low-inductance resistive test circuits, and the manufacturers themselves recommend validating life in your actual circuit. Real DC buses carry real inductance, and stored inductive energy is exactly what feeds an arc. |
What to do about it
You cannot inspect your way out of a failure mode you cannot inspect. You can only design and handle around it.
Respect the torque spec as a seal number, not a feel. Treat handling and mounting as part of the seal's lifetime, not just logistics. And where the application can carry it, prefer a design that does not stake its interruption performance on an invisible, unverifiable, slowly depleting internal medium in the first place. An open-air, magnetically blown arc-chute contactor moves the entire question into the open, where wear is visible and behavior is predictable.
The gas-filled part is not bad engineering. It is engineering with a hidden variable. The risk is not that it fails. The risk is that it fails quietly, and that the first honest test of the seal is the fault you selected the contactor to handle.
Selecting a DC Contactor
The questions behind the datasheet
Two interruption architectures dominate high-voltage DC switching. Most published specifications are measured under favorable conditions, so the headline numbers rarely tell the whole story. We recommend evaluating both architectures on identical test conditions and on the points below, where the real differences appear.
| Evaluation point | Sealed gas-filled (hydrogen) | Open-air, double-break, magnetic blowout | What to verify yourself |
|---|---|---|---|
| Interruption performance over life | Depends on gas fill and seal integrity. Thermal cycling, shock, and vibration can degrade hermeticity. A loss of gas reduces breaking capacity with no field-detectable warning. | No gas to lose. Interruption capability does not depend on a sealed fill aging over the service life. | Ask for guaranteed breaking capacity at end of life, after rated thermal cycles and vibration, and how gas integrity is verified in the field. |
| Current direction | Often polarity-sensitive. Reverse-direction breaking can be sharply lower than the rated figure. | Bidirectional breaking, full capability in both directions. | Ask for breaking capacity in BOTH current directions. Critical for battery charge / discharge and regen. |
| Rated operations | Headline figure is usually mechanical (no load). Electrical life at rated breaking current is far lower. | Same caution applies. Request the curve, not just the headline number. | Ask for the electrical-life-vs-breaking-current curve, and whether the headline number is mechanical, nominal, or at fault current. |
| Weld detection / functional safety | Auxiliary contact may not be mechanically linked to the main contacts. | Forcibly-guided mirror contact available for guaranteed weld detection. | Ask whether the aux is a mirror contact per IEC 60947, usable in your safety loop. |
| Continuous current rating | Thermal current assumes specific terminal copper, torque, and ambient. Real rating in your enclosure is lower. | Same physics applies. Request the derating curves for your conditions. | Ask what cable size and ambient the thermal current rating assumes, and for the derating curve at your conditions. |
| Short-circuit survival | I²t withstand is often not published. | Request withstand and coordination data. | Ask for I²t withstand and recommended fuse coordination, so the device survives let-through without welding shut and defeating isolation. |
| Altitude | Sealed. Interruption is altitude-independent. | Air-break derates with altitude. Ratings are available. | If high-altitude, ask both vendors for altitude derating. This is an honest point in the sealed design's favor, so size accordingly. |
| End-of-life cost | Sealed unit. Replace on failure. | Robust, inspectable architecture. | Ask about service life, failure mode (fail-open vs fail-welded), and replacement downtime. |
Sealed contactors have their place, but specify one knowing that the failure mode that matters most, is the one no inspection you can perform will ever reveal, right up until the moment it has to interrupt and can't.
Dynamic Measurement & Control Solutions represents Schaltbau's open-air DC contactor range (to 3,000 V / 2,000 A+, UL-recognized special-use breaking ratings) in Northern California and Nevada. If you want a second opinion on a contactor spec., including an honest "is a sealed part right for this application" lets have a conversation.